产品特点:
放热焊接利用活性较强的铝把氧化铜还原,整个过程需时仅数秒。反应所放出的热量足以使被焊接的导线端部融化形成永久性的分子结合。
铜基放热反应的一般公式是:3CuO+2Al→ 3Cu+Al2O3+Heat(2537℃)
放热焊接作为地网连接的首选方式,接头为完全的分子结合,剖面无任何空隙,接头电阻与导体一致。接头处被铜完全包裹并熔接在一起,截面大于导体本身,导流能力和机械强度均优于连接用导体。由于外表面为铜材,接头的抗腐蚀能力与纯铜一致。
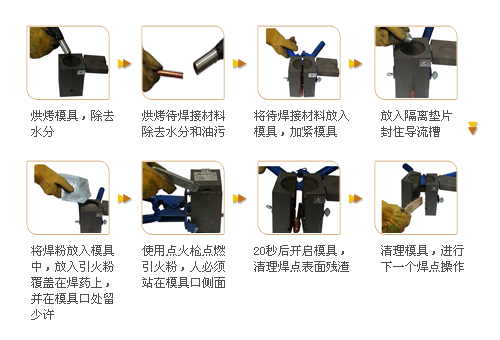
操作步骤:(配图说明)
放热焊接的优点:
焊接点的载流能力与导线的载流能力相等。
焊接是一种永久性的分子结合,不会松脱。
焊接点性质近纯铜,耐腐蚀性能强。
焊接方法简单,容易掌握,维修保养不需要专业的资格证书。
无需外接电源或热源。
供焊接用的材料、工具很轻、携带方便。
焊接速度快捷,节省人工。
从焊口的外观上便能鉴定焊接的质量。
可用于焊接铜、铜合金、各种合金钢、包括不锈钢及高阻加热热源材料。
放热焊接的选型:
放热焊接连接法可以完成各种导线间不同方式的连接,如直通型、丁字型、十字型等;还可以完成不同材质导线的连接,如普通钢铁、铜、镀锌钢、铜镀钢等之间的连接;甚至可以实现导体间不同形状的连接,如铜导线与铜镀钢接地棒的连接、铜导线与铜板的连接、铜导线与接地镀锌钢管的连接、导线与钢筋的连接以及导线与槽钢的连接。这种方法接头有着广泛的连接方式,而且耐腐蚀性好、接触电阻低,已逐步得到推广应用。
安全规定:
1. 必须按照安全操作规程进行焊接施工前的安全检查。包括检查模具,保证模具导流孔、反应腔及外表的干燥;检查需要焊接的导体,保证焊接区域导体的干燥。如果需焊接导体是绞线、编织线缆等非一体成型材料,则需要对导体进行高温烘烤干燥处理,以避免出现因材料表面存在湿润液体而引发的焊药溶液遇冷燃爆的安全生产事故。
2. 焊接操作前必须做一次以上的安全复核检查。焊接点火操作时要与模具保持不小于1.5m的安全距离。
3. 模具及导体焊接区域均要求保持洁净无异物,以保障焊接点的焊接质量及长效使用寿命。
注意事项:
1. 每一包焊粉对应一个焊点、焊粉型号与模具铭牌注明的焊粉用量一致,使用前请仔细对照确认。
2. 焊粉出厂时对于其防潮已采取多层保护,但建议妥善保管,避免受潮。
3. 由于焊接过程中产生的温度达2500℃以上,因此施工当中应当:
1) 佩戴安全防护手套;
2) 焊点焊好后,不要立即触碰,避免烫伤;
3) 焊接反应时,模具口不应对准有人或易燃物方向;
4) 焊接完成后,不应立即打开模具,或喷水,避免迅速冷却,焊点开裂;
4. 焊好后应当尽快清理模具,清理模具内所有焊渣,以备下次作业。清洁模具,应使用软毛刷或其他软性物品。
5. 接地棒打入地下过程有可能使末端变形,必须切除或磨平后才可放入模具内,否则会引起模具闭合不紧,导致铜液渗漏。
6. 敞开的绞线线头会使模具合不拢,产生较大的缝隙,引起铜液渗漏。所以在切割电缆线时,要注意保证切口平整,可用铜丝或绞布固定切割处后再切割。
7. 模夹是用于开合模具的,模夹的紧密度对焊接的效果有影响,请在焊接开始之前认真检查模夹,通过调整调节螺丝并可作适当调整。
8. 放热焊接模具首次或冷却后应进行加热,烘烤除掉模具中的水汽,以防止焊点产生气孔。
9. 请客户准备烘烤模具工具(汽油或燃气喷灯)、切割绞线及接地棒工具(铁丝 胶带 电锯 手锯)、清理模具工器具(软毛刷)等。
10. 模具是否夹紧是焊接是否成功的关键,C型夹用来对左右开合模具进行辅助夹紧的工具(例如焊接接地棒,焊接绞线一字型),F型夹用来对上下开合模具进行辅助夹紧的工具(例如焊接一字铜排),在操作过程请注意。 |




